How Bucket Elevators Move Bulk Materials Efficiently

Bucket elevators lift bulk materials vertically in mining, grain handling, and manufacturing facilities across Australia. This construction moves everything from fine powders to heavy aggregates between different processing levels.
However, the discharge method determines what materials you can handle effectively. Centrifugal systems suit free-flowing products while continuous models protect fragile items. And the difference impacts throughput capacity, breakage rates, and overall performance.
RUD Australia supplies bucket elevator chains and components built for Australian industrial conditions. We know how these systems operate in grain facilities, mining operations, and manufacturing plants, and we’ll share the essential details in this article.
What Is a Bucket Elevator?
Simply put, a bucket elevator is a vertical conveyor that moves bulk materials between different heights in industrial facilities.

The construction consists of buckets mounted on either a belt or a chain that runs continuously between top and bottom pulleys. This is an enclosed system that protects material from contamination while reducing dust spillage during transport.
In practice, the buckets simply scoop product at the bottom of the boot section, carry it upward, then discharge it at the top.
Most steel buckets handle the heavy loads and abrasive materials common in Australian mining and grain operations. Plus, unlike inclined conveyors that need significant floor space, bucket elevators occupy a small footprint (which explains why so many facilities choose them over other options).
That’s why they’re common in grain silos, cement plants, and processing facilities across Brisbane, Ipswich, and regional Queensland.
How Bucket Elevators Work: The Basic Principle
As we already mentioned, bucket elevators operate on a continuous loop system where buckets scoop material at the bottom and discharge it at the top. Now, let’s break down the two main components that make this work.
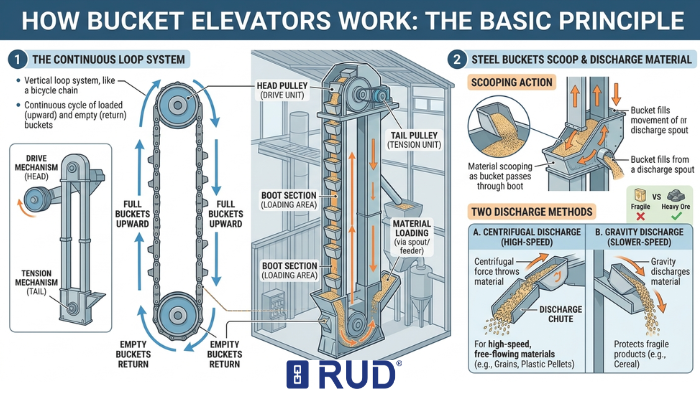
1. The Continuous Loop System
Picture a bicycle chain running vertically with buckets attached instead of pedals. The head pulley at the top drives the belt while the tail pulley at the bottom maintains proper tension.
This driven system keeps buckets moving in place throughout the entire cycle, picking up and releasing material repeatedly. The loop runs continuously in most grain and mining operations, which handle thousands of tonnes daily.
Besides the pulleys, the boot section houses the loading area where material enters. To complete the cycle, the design ensures buckets travel upward fully loaded, then return empty for the next cycle.
2. Steel Buckets Scoop and Discharge Material
Steel buckets do the actual work of moving product vertically through two distinct actions.
At the bottom, buckets scoop material as they pass through the boot section, where they fill from a discharge spout or feeder with incoming product. The bucket design determines how much each one can carry.
Meanwhile, at the top, discharge happens through one of two methods. Centrifugal force throws material outward in high-speed elevators, launching it into the discharge chute.
Basically, the right discharge method depends entirely on whether you’re moving fragile cereal or heavy ore. Centrifugal discharge suits free-flowing grain and plastic pellets, while gravity discharge protects products that break easily under high-speed impact.
Why Bucket Elevators Handle Bulk Materials So Well
The elevators handle bulk materials efficiently because they move large volumes vertically with minimal floor space and energy use. In short, the enclosed design and flexible application range make them ideal for operations handling diverse products under one roof.
Here’s what sets them apart:
- Vertical Design Saves Valuable Floor Space: Instead of long inclined conveyors that stretch across your facility, bucket elevators lift material straight up. This compact footprint suits tight sites where every square metre counts. Factories and processing plants with limited real estate get maximum throughput without sacrificing production area.
- Enclosed Construction Protects Product Quality: The housing shields the material from contamination during transport between levels. That protection counts whether you’re moving grain for export or chemicals for manufacturing.
- Handles Everything From Fine Powders to Heavy Aggregates: A single elevator can carry light cereal one shift and dense ore the next, provided you match bucket type to material requirements. The variety of bucket designs available means you’re not locked into one product type.
All these advantages explain why bucket elevators dominate vertical material handling across mining, grain, and manufacturing facilities.
Different Types and When to Use Each
At the end of the day, choosing between centrifugal and continuous discharge depends on your material characteristics. Each suits different needs based on product fragility and moisture content.
The main distinction comes down to speed and how buckets release their load.
Centrifugal Discharge Elevators
Centrifugal models move material quickly and work perfectly for free-flowing products. In practice, high-speed operation throws material outward into the chute through centrifugal force, similar to water spinning off a rotating wheel.
The design suits free-flowing granular materials like grain, plastic pellets, and dry chemicals. Plus, the buckets don’t even need a spout because the force does the work.
However, this approach isn’t suitable for sticky or fragile materials that might clump or break (we’ve seen sticky materials create serious maintenance problems in centrifugal systems). Products like wet sand or delicate chips need gentler handling.
Continuous Discharge Models
If your material can’t handle high-speed impact, continuous systems run slower with a series of closely spaced buckets that gently tip material into the chute. This gentle handling protects:
- Fragile products prone to breakage under centrifugal force
- Sticky materials with a tendency to clump at high speeds
- Items needing careful treatment during transfer
- Moisture-sensitive products requiring controlled placement
After all, lower speeds mean less impact and reduced breakage. The buckets invert gradually at the top, placing product down rather than throwing it.
Worth Noting: Food processing facilities commonly use continuous discharge for cereal, popcorn, and similar products where product integrity counts most. The controlled release also suits applications with heavy, abrasive loads that would wear centrifugal systems quickly.
Common Industries Relying on Bucket Elevators
Most grain facilities, mining operations, and power plants across Australia depend on bucket elevators to move materials between processing levels.
After years of working with mining and grain operations across Queensland, we’ve seen these systems handle everything from wheat and barley in rural silos to coal at power generation facilities.
Most applications fall into these categories:
- Grain handling terminals elevate cereal from receiving pits to storage silos in continuous operations.
- Mining sites throughout Queensland and Western Australia run heavy-duty models for ore processing.
- Cement production requires vertical transport between grinding mills and storage, so bucket elevators handle both raw materials and finished product.
- Food manufacturers move popcorn, breakfast cereals, and snack chips through multiple production stages while keeping contamination out.
But even well-designed systems need proper maintenance to keep running reliably.
What Goes Wrong? Maintenance Red Flags
The most common problems include unusual noise, material spillage, and reduced capacity. However, regular inspection catches these issues before they cause expensive downtime or safety incidents.
In our experience with hundreds of installations across Australian mining and grain operations, strange sounds from your bucket elevator usually mean:
- Bearings are failing
- The belt has slipped off track
- The boot section has caught foreign objects
These noises don’t fix themselves. They get worse until something breaks. So you should check the chain or belt tension first, then inspect the pulleys and bucket condition for damage.
Meanwhile, product leaking from the boot area or falling outside the chute means the units have cracked, worn through, or spaced improperly. In reality, spillage wastes material and creates housekeeping problems. Aside from the mess, escaped product can damage other equipment or create slip hazards. Before small leaks turn into failures, replace worn components and check alignment.
When your elevator moves less product per hour than designed, the belt is probably slipping on the drive pulley, or material has built up inside the housing. Once that happens, the buildup restricts flow and adds dead weight that the system doesn’t support. To fix this, you need to clean the loading area and check belt tension to restore full capacity.
To be honest, these maintenance issues are predictable if you know what equipment you’re running and keep an eye on performance.
See also: Transforming Sleep with Modern Technology
Ready to Upgrade Your Material Handling?
Proper elevator selection and regular maintenance keep material moving vertically for decades with minimal interruptions. The solution starts with matching elevator type to your specific product requirements and operating conditions.
Bucket elevators represent proven technology built for Australian industrial needs. Different discharge methods, bucket designs, and construction materials suit different applications. And getting those specifications right from the start saves you from costly modifications down the track.
At RUD Australia, we engineer bucket elevator chains and components for durability and reliability in demanding environments. For more information on selecting the right solution for your material handling needs, contact our team.
We’ll help you match equipment to your actual operating requirements.





